Published by
PBY Plastics
on
Fluoropolymers such as fluorinated ethylene propylene (FEP) and polytetrafluoroethylene (PTFE) stand out for their intrinsic properties and versatility, which make them indispensable in various engineering and industrial applications. Their chemical inertness, high temperature resistance, and electrical insulation are all reasons why FEP and PTFE are essential components in scenarios that demand good performance under extreme conditions.
Chemical structure -
FEP and PTFE have similar chemical structures, both consisting of carbon and fluorine atoms. The main difference lies in their polymer chains: FEP is a copolymer of tetrafluoroethylene (TFE) and hexafluoropropylene (HFP), whereas PTFE is a homopolymer of tetrafluoroethylene alone.
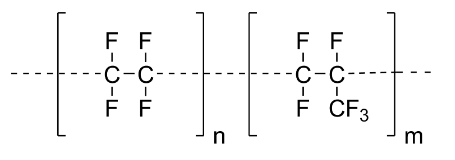
The chemical structure of FEP
The polymer chains of FEP incorporate the TFE and HFP monomers, which results in FEP's slightly lower melting point and its suitability for melt-processing. A variety of FEP materials with different melt viscosity are available by modifying the percentage of HFP. This structural difference accounts for many of the practical differences in the application and performance of the two materials.
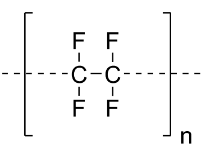
The chemical structure of PTFE
PTFE is characterized by its long chains of carbon atoms, each of which is bonded to two fluorine atoms. This structure is responsible for PTFE's unique properties, such as its high melting point, excellent chemical resistance, and low coefficient of friction. The absence of any branching or cross-linking within the polymer chain gives PTFE its thermal stability and inertness. This makes it an ideal material for a wide range of applications — from non-stick coatings to aeronautical components.
Properties
The properties of FEP and PTFE account for their respective capabilities and limitations within engineering applications.
Temperature range
FEP and PTFE differ significantly in their temperature range endurance. PTFE is able to withstand temperatures ranging from -450°F to 500°F (-260°C to 260°C). In contrast, FEP has a slightly narrower temperature range: -450°F to 400°F (-268°C to 205°C). PTFE's higher maximum temperature makes it suitable for applications that require prolonged exposure to elevated temperatures. However, FEP is preferred in cryogenics due to its lower coefficient of thermal expansion (CTE).
Mechanical strength
PTFE has superior resistance to creep and wear compared to FEP. This is crucial in applications where the material is subjected to continuous or cyclic loads that may deform it over time. PTFE maintains its shape and strength even under sustained stress, making it an excellent choice for seals, gaskets, and bearings in mechanical and engineering sectors. FEP may perform less well under equivalent stress.
Chemical resistance
Both FEP and PTFE are highly resistant to chemicals, making them ideal for harsh environments. They are inert in the presence of almost all industrial chemicals and solvents. PTFE is less reactive than FEP, which makes it the material of choice for applications involving direct contact with highly-corrosive chemicals when maintaining the integrity of the material is critical.
Electrical insulation
PTFE's limitation of not being melt processable means that creating very thin-wall tubing is not feasible, which is why FEP is often chosen for insulating cables and wiring. FEP offers high dielectric strength, a low dielectric constant, and minimal moisture absorption, making it an excellent choice for such applications. Its suitability for electronics where a broad temperature range is not essential highlights its advantage over PTFE, particularly because FEP's processability allows for the precision and thinness required in these applications.
Radiation resistance
FEP exhibits higher UV resistance than PTFE, making it more suitable for applications exposed to prolonged sunlight or harsh lighting conditions. Furthermore, FEP has a greater tolerance to gamma radiation, enduring up to 50 kGy compared to PTFE's 5 kGy. Despite this, it's advisable to avoid using either material for gamma radiation applications, as other fluoropolymers like ETFE or PVDF offer significantly higher tolerance and are more appropriate for such demanding environments.
Transparency
A notable distinction between FEP and PTFE lies in their optical properties, particularly in terms of transparency. FEP has superior clarity and transmits light more effectively than PTFE. This makes it an excellent choice for applications that require not only chemical resistance but also clear visibility through the material. Such applications include sight glasses in chemical processing equipment and various laboratory devices where monitoring fluid flow or chemical reactions visually is crucial. The higher transparency of FEP enhances safety and efficiency, providing clear observation points without compromising the material's integrity or performance.
Applications of FEP and PTFE
FEP and PTFE are widely used in diverse industrial sectors. In the aerospace industry, PTFE is an indispensable material for components that must withstand extreme conditions, such as seals, gaskets, and hoses. FEP is common in the chemical processing industry, where it is used in lining reactors and piping as well as for fabricating fluid handling systems that require visual monitoring. The electrical industry uses both materials, including in the manufacture of wire and cable coatings that offer protection against environmental factors and that enhance safety and reliability in electrical systems.
Conclusion
Both FEP and PTFE are crucial perfluoropolymers that play significant roles in applications across numerous industries. The most appropriate material depends on the needs and demands of the application in question.
Fluorinated ethylene propylene (FEP):
- PROS: Lower Coefficient of Thermal Expansion and transparency. Melt processable.
- CONS: Lower temperature range and mechanical strength.
Polytetrafluoroethylene (PTFE):
- PROS: Superior temperature resistance, mechanical strength, and chemical resistance.
- CONS: Opaque. Non-melt processable.
Understanding the differences between these materials (such as their physical properties, chemical resistance, and processing temperatures) is paramount for engineers and designers. This ensures the selection of a polymer that will meet the unique needs of the project and optimize performance, durability, and cost efficiency.
For further assistance in selecting the right fluoropolymer for your application, our experts are ready to help. Contact us for personalized advice to make the best choice for your project.